




織造原理及織布工藝參數(shù)(梭口原理、綜框運(yùn)動(dòng)規(guī)律)

**節(jié) 梭口
一、梭口的形狀
織機(jī)上的經(jīng)紗是沿織機(jī)的縱向(前后)配置的,如圖7-1所示。經(jīng)紗從織軸引出后,繞過后梁E和經(jīng)停架中導(dǎo)棒D,穿過綜眼C和鋼筘,在織口B處同緯紗交織成布,再繞過胸梁A,而后卷繞到卷布輥上形成布卷。
開口時(shí),經(jīng)紗隨著綜框的運(yùn)動(dòng)被分成上下兩層,形成一個(gè)棱形的通道BC1DC2,這就是梭口。構(gòu)成梭口上方的一層經(jīng)紗BC1D為上層經(jīng)紗,而下方BC2D為下層經(jīng)紗。梭口完全閉合時(shí),兩層經(jīng)紗又隨著綜框回到原來的位置BCD,此位置稱為經(jīng)紗的綜平位置。
梭口的尺寸通常以梭口高度、長(zhǎng)度和梭口角等衡量。開口時(shí)經(jīng)紗隨同綜框作上下運(yùn)動(dòng)時(shí)的*大位移C1C2稱為梭口的高度H,從織口B到經(jīng)停架中導(dǎo)棒D之間的水平距離為梭口的長(zhǎng)度,它由前半部長(zhǎng)度L1和后半部長(zhǎng)度L2組成,L1與L2的比值稱為梭口的對(duì)稱度。梭口的前半部BC1C2是梭口的工作部分,梭子或其它引緯器即從這里通過并納入緯紗,完成經(jīng)緯交織,∠C1BC2稱為梭口前角,∠C1DC2稱為梭口后角。通常,在梭口的高度相同的條件下,為了得到比較大的梭口前角和筘前梭口高度(上、下層經(jīng)紗與鋼筘交點(diǎn)的距離)以利于引緯,常采用前半部梭口長(zhǎng)度小于后半部長(zhǎng)度的不對(duì)稱梭口。
經(jīng)紗處于綜平位置時(shí),經(jīng)紗自織口到后梁同有關(guān)機(jī)件相接觸的各點(diǎn)聯(lián)接線稱為經(jīng)紗位置線,如圖7-1中的連線BCDE。如果D、E兩點(diǎn)在BC直線的延長(zhǎng)線上,則經(jīng)紗位置線將是一根直線,稱為經(jīng)直線。經(jīng)直線只是經(jīng)紗位置線的一個(gè)特例。折線ABCDE則稱之為織機(jī)上機(jī)線。在一般情況下,梭口形狀在梭口高度方向上并不對(duì)稱。
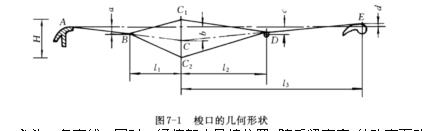
在織機(jī)上機(jī)線上,ABC必為一條直線。同時(shí),經(jīng)停架中導(dǎo)棒位置C隨后梁高度d的改變而改變,使CDF始終成一條直線。一般胸梁高度不變,胸梁表面常作為基準(zhǔn)用于衡量織口、綜平時(shí)的綜眼以及后梁相對(duì)于胸梁的高度。織口和綜平時(shí)的綜眼位置一旦確定一般不再改變,故在實(shí)際生產(chǎn)中所進(jìn)行的經(jīng)紗位置線的調(diào)整,確切地說是指改變后梁的高低、前后位置。
二、梭口形成方式
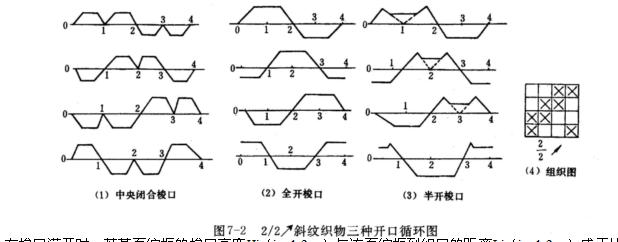
不同類型的開口機(jī)構(gòu),在開口過程中形成梭口的方式不完全相同。按開口過程中經(jīng)紗的運(yùn)動(dòng)特征,它們分為中央閉合梭口、全開梭口和半開梭口。
(一)中央閉合梭口
在每次開口運(yùn)動(dòng)中,全部經(jīng)紗都由綜平位置出發(fā),分別向上、下兩個(gè)方向分開形成所需梭口。在梭口閉合時(shí),所有上下層經(jīng)紗都要回到綜平位置。這種開口方式要求不論該綜框的經(jīng)紗下一次開口時(shí)是否保持在原來位置,都必須回到綜平位置,然后再根據(jù)下一次梭口的要求由綜平位置出發(fā),如圖7-2(1)所示。圖中的織物組織均為 斜紋,織物組織圖如圖中(4)所示。
中央閉合梭口的開口方式,開口過程中上下層經(jīng)紗的張力變化規(guī)律一致,可通過后梁的擺動(dòng)進(jìn)行集中調(diào)節(jié)。由于經(jīng)紗每次都能回到綜平位置,故對(duì)擋車工處理斷頭是方便的。但這種開口方式增加了經(jīng)紗受拉伸和摩擦的次數(shù),可能增加經(jīng)紗的斷頭,且形成梭口時(shí),所有經(jīng)紗都在運(yùn)動(dòng),梭口不夠穩(wěn)定,對(duì)引緯不利。一些毛織機(jī)和絲織機(jī)上的多臂開口機(jī)構(gòu)或提花開口機(jī)構(gòu)采用中央閉合梭口的開口方式。
(二)全開梭口
這種開口方式僅要求下一次開口時(shí),經(jīng)紗要變換位置的綜框升、降到新的位置,而其它經(jīng)紗所在的綜框保持靜止不動(dòng),如圖7-2(2)所示。全開梭口的開口方式使開口過程中經(jīng)紗受拉伸和摩擦的次數(shù)減少,有利于降低經(jīng)紗的斷頭率,且形成梭口時(shí)只有部分經(jīng)紗在運(yùn)動(dòng),梭口較穩(wěn)定,對(duì)引緯也是有利的。但由于綜平時(shí)經(jīng)紗不匯合成一片,故在織造非平紋組織的織物時(shí)需專門設(shè)置平綜裝置,以利于處理經(jīng)紗斷頭。凸輪、多臂和提花三種開口機(jī)構(gòu)均可采用全開梭口的開口方式。
(三)半開梭口
這種開口方式與全開梭口基本相同,按照織物組織的要求,僅部分經(jīng)紗上下交換位置,而需要繼續(xù)留在下層的經(jīng)紗保持不動(dòng),但需要留在上層的經(jīng)紗則須稍微向下降,然后在形成下次梭口時(shí)再上升至原來的位置,如圖7-2(3)所示,有些多臂開口機(jī)構(gòu)采用這種方式。
三、梭口清晰程度
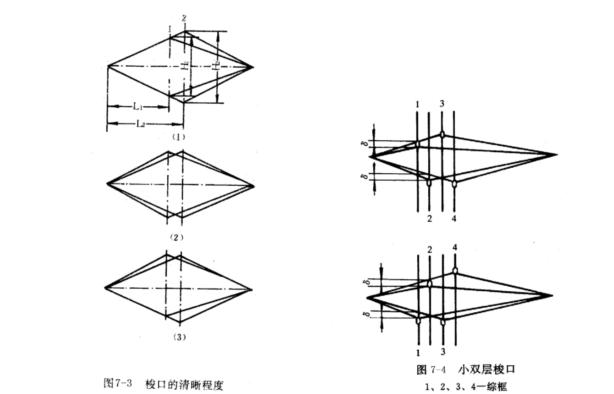
織機(jī)上常采用多頁(yè)綜織造,考慮到各頁(yè)綜作升降運(yùn)動(dòng)時(shí)不相互干擾,彼比之間需有一定間距,因而各頁(yè)綜至織口的距離各不相同。各頁(yè)綜的動(dòng)程配置使梭口滿開時(shí)會(huì)形成不同清晰程度的梭口。梭口的清晰程度,對(duì)能否順利引緯以及降低經(jīng)紗斷頭等有重要影響。
在梭口滿開時(shí),若某頁(yè)綜框的梭口高度Hi(i=1,2…)與該頁(yè)綜框到織口的距離Li(i=1,2…)成正比,則梭口前部的上層經(jīng)紗應(yīng)在一個(gè)平面中,下層經(jīng)紗處在另一個(gè)平面,這種梭口叫清晰梭口,如圖7-3(1)所示。在其它條件相同的情況下,清晰梭口的前部具有*大的有效空間,引緯條件*好,但是,當(dāng)綜框頁(yè)數(shù)較多或綜框間距較大時(shí),后幾頁(yè)綜框的梭口高度過大,以致于相應(yīng)的經(jīng)紗伸長(zhǎng)過大,產(chǎn)生斷頭。為了緩解這一矛盾,通常將后幾頁(yè)綜框的梭口高度適當(dāng)減小,其結(jié)果使下層經(jīng)紗不處在一個(gè)平面內(nèi),上層經(jīng)紗也不處在另一個(gè)平面內(nèi),這種梭口稱為非清晰梭口,如圖7-3(2)所示。雖然這種梭口各頁(yè)綜框動(dòng)程差距縮小,經(jīng)紗張力比較均勻,但其前部有效空間小,對(duì)引緯極為不利,易造成經(jīng)紗斷頭、跳花、軋梭及飛梭等織疵或故障,故在實(shí)際生產(chǎn)中一般不采用這種梭口,而采用半清晰梭口,即下層經(jīng)紗處于一個(gè)平面內(nèi),上層經(jīng)紗不處在一個(gè)平面內(nèi)的梭口,如圖7-3(3)所示。當(dāng)織制細(xì)特高經(jīng)密平紋織物(如府綢、羽絨布等),通常采用小雙層梭口,如圖7-4所示。該梭口屬非清晰梭口,即不論在上層或下層,總是第三頁(yè)綜的經(jīng)紗高于**頁(yè)綜的經(jīng)紗δ,第四頁(yè)的經(jīng)紗高于第二頁(yè)綜的經(jīng)紗δ,這樣可使**、三頁(yè)綜框與第二、四頁(yè)綜框的綜平位置錯(cuò)開,相當(dāng)于全部經(jīng)紗交錯(cuò)時(shí)密度減半,有利于開清梭口。
四、經(jīng)紗的拉伸變形
1.梭口高度對(duì)拉伸變形的影響
在梭口的后部長(zhǎng)度一定的情況下,經(jīng)紗變形幾乎與梭口高度的平方成正比,在快速變形條件下,經(jīng)紗的伸長(zhǎng)量同引起伸長(zhǎng)變形的外力成正比,即梭口高度的少量增加會(huì)引起經(jīng)紗張力的明顯增大。因此,在保證緯紗順利通過梭口的前提下,梭口高度應(yīng)盡量減少。
確定合理的梭口高度,涉及的因素很多,既要考慮引緯器的結(jié)構(gòu)尺寸,又要考慮到引緯運(yùn)動(dòng)與筘座運(yùn)動(dòng)的合理配合,同時(shí)與織物的結(jié)構(gòu)、經(jīng)紗性質(zhì)及織物品種等因素有關(guān)。通常是在鋼筘處于*后位置時(shí),根據(jù)引緯器的結(jié)構(gòu)尺寸來確定梭口的合理高度。現(xiàn)以梭子引緯為例,根據(jù)梭子的高度和寬度,同時(shí)注意在筘座擺到*后位置時(shí)梭子正通過梭口這一條件2.梭口長(zhǎng)度對(duì)拉伸變形的影響
梭口后部長(zhǎng)度增加時(shí),拉伸變形減少;反之,拉伸變形增加。這一因素在生產(chǎn)實(shí)際中視加工紗線原料和所織制織物的不同而靈活掌握。例如,由于真絲強(qiáng)力小,通常把絲織機(jī)的梭口后部長(zhǎng)度放大。又如,在織造高密織物時(shí),可將梭口后部長(zhǎng)度縮短,通過增加經(jīng)紗的拉伸變形和張力,使梭口得以開清。
3.后梁高低與拉伸變形
后梁高低將對(duì)梭口上下層經(jīng)紗張力的差值產(chǎn)生影響,該影響可以通過以下三種情況來加以考察:
(1)后梁位于經(jīng)直線上:此時(shí),Δλ=0,上下層經(jīng)紗張力相等,形成等張力梭口。
(2)后梁在經(jīng)直線上方:此時(shí)Δλ>0,下層經(jīng)紗的張力大于上層經(jīng)紗,形成不等張力梭口。上、下層經(jīng)紗張力差值將隨后梁、經(jīng)停架的上抬而增大。
(3)后梁在經(jīng)直線下方:Δλ<0,下層經(jīng)紗的張力小于上層經(jīng)紗,但這種不等張力梭口在實(shí)際生產(chǎn)中極少應(yīng)用。
第二節(jié) 開口運(yùn)動(dòng)規(guī)律
在開口過程中,經(jīng)紗由綜框帶動(dòng)作升降運(yùn)動(dòng)形成梭口,綜框運(yùn)動(dòng)的性質(zhì)對(duì)經(jīng)紗的斷頭有著很大的影響。在梭口的形狀和尺寸確定后,綜框運(yùn)動(dòng)規(guī)律就成為影響開口運(yùn)動(dòng)效果的根本因素,對(duì)保證織造順利進(jìn)行和提高織機(jī)生產(chǎn)率及織物質(zhì)量有著重要意義。
一、綜框運(yùn)動(dòng)角及其分配
(一)綜框運(yùn)動(dòng)角的表示
織機(jī)主軸每一回轉(zhuǎn),經(jīng)紗形成一次梭口,其所需要的時(shí)間,稱為一個(gè)開口周期。在一個(gè)開口周期內(nèi),經(jīng)紗的運(yùn)動(dòng)經(jīng)歷三個(gè)時(shí)期:
1.開口時(shí)期 經(jīng)紗離開綜平位置,上下分開,直到梭口滿開為止;
2.靜止時(shí)期 梭口滿開后,為使緯紗有足夠的時(shí)間通過梭口,經(jīng)紗要有一段時(shí)間靜止不動(dòng);
3.閉合時(shí)期 經(jīng)紗經(jīng)一段時(shí)間的靜止后,再?gòu)乃罂跐M開的位置返回到綜平位置。
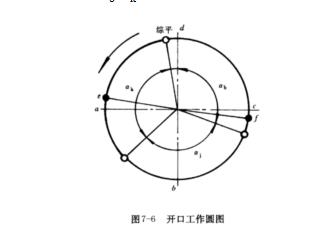
經(jīng)紗從離開綜平位置,上下分開,到重新返回這個(gè)位置就完成一次開口。在開口過程中,上下交替的經(jīng)紗達(dá)到綜平位置的時(shí)刻,即梭口開啟的瞬間,稱為開口時(shí)間,俗稱綜平時(shí)間,它是重要的工藝參數(shù)。通常,標(biāo)注有織機(jī)主要機(jī)構(gòu)運(yùn)動(dòng)時(shí)間參數(shù)的主軸圓周圖稱為織機(jī)工作圓圖,用以表示織機(jī)運(yùn)動(dòng)時(shí)間的配合關(guān)系,如圖7-6所示。圖中箭頭表示主軸回轉(zhuǎn)的方向,除個(gè)別情況外,主軸總是按逆時(shí)針方向回轉(zhuǎn)。圓周圖的前方、下方、后方和上方四個(gè)特征位置(記為a、b、c、d)分別稱為前心、下心、后心和上心。擺動(dòng)筘座到達(dá)*前和*后位置e、f時(shí),主軸所在的位置分別稱為前止點(diǎn)(前死心)和后止點(diǎn)(后死心)。前止點(diǎn)的主軸位置角為0°,作為度量基準(zhǔn)。圖中開口時(shí)間的長(zhǎng)短用開口角αk表示,靜止時(shí)間的長(zhǎng)短用靜止角αj表示,閉口時(shí)期的長(zhǎng)短用閉口角αb表示。在閉合和開口時(shí)期內(nèi),綜框處于運(yùn)動(dòng)狀態(tài)之中,所以αb+αk便是綜框運(yùn)動(dòng)角。應(yīng)該指出,織機(jī)主要機(jī)構(gòu)運(yùn)動(dòng)時(shí)間的配合關(guān)系有時(shí)也用周期圖表示。
(二)綜框運(yùn)動(dòng)角的分配
開口角、靜止角和閉口角的分配,隨織機(jī)筘幅、織物種類、引緯方式和開口機(jī)構(gòu)形式等因素而異。在有梭織機(jī)上,為使梭子能順利地通過梭口,要求綜框的靜止角大些,但增加靜止角,勢(shì)必縮小開口角和閉口角,從而影響綜框運(yùn)動(dòng)的平穩(wěn)性。因此,對(duì)一般平紋織物來說,為了兼顧梭子運(yùn)動(dòng)和綜框運(yùn)動(dòng),往往使開口角、靜止角和閉口角各占主軸的 轉(zhuǎn),即120°;隨著織機(jī)筘幅的增加,緯紗在梭口中的飛行時(shí)間也將增加,因此,綜框的靜止角應(yīng)適當(dāng)加大,而開口角和閉口角則相應(yīng)減小;在采用三頁(yè)以上綜框織制斜紋和緞紋類織物時(shí),為了減少開口凸輪的壓力角,改善受力狀態(tài),常將開口角和閉口角擴(kuò)大;在噴氣織機(jī)上采用連桿開口機(jī)構(gòu)時(shí),由于這種機(jī)構(gòu)的結(jié)構(gòu)關(guān)系,開口角和閉口角較大,而靜止角為零;在設(shè)計(jì)高速織機(jī)的開口凸輪時(shí),考慮到在開口過程中開口機(jī)構(gòu)所受載荷逐漸增加,而在閉口過程中開口機(jī)構(gòu)所受載荷逐漸減小,為使綜框運(yùn)動(dòng)平穩(wěn)和減少凸輪的不均勻磨損,常采用開口角大于閉口角。
二、綜框運(yùn)動(dòng)規(guī)律
綜框運(yùn)動(dòng)規(guī)律表示綜框在運(yùn)動(dòng)(閉口、開口)過程中的位移與主軸轉(zhuǎn)角ωt之間的關(guān)系,它對(duì)經(jīng)紗斷頭和織機(jī)振動(dòng)都有較大的影響。常見的綜框運(yùn)動(dòng)規(guī)律有簡(jiǎn)諧運(yùn)動(dòng)規(guī)律和橢圓比運(yùn)動(dòng)規(guī)律。隨著織機(jī)速度的提高,多項(xiàng)式運(yùn)動(dòng)規(guī)律也得到了較多的采用

由圖可見,在綜平前后,綜框運(yùn)動(dòng)迅速,此時(shí)經(jīng)紗張力小,非但不會(huì)造成斷頭,而且有利于開清梭口;而在閉口開始后的一個(gè)時(shí)期,綜框運(yùn)動(dòng)緩慢,對(duì)梭子飛出梭口有利。但由于綜框從靜止到運(yùn)動(dòng)和從運(yùn)動(dòng)到靜止之間過渡時(shí)的加速度值不為零,使綜框產(chǎn)生振動(dòng),不利于作高速運(yùn)動(dòng)。因此,簡(jiǎn)諧運(yùn)動(dòng)規(guī)律一般用于低速織機(jī)(如有梭織機(jī))的開口機(jī)構(gòu)。
2.橢圓比運(yùn)動(dòng)規(guī)律
一個(gè)動(dòng)點(diǎn)在橢圓上繞中心作等角速度轉(zhuǎn)動(dòng)時(shí),此點(diǎn)在橢圓短軸上的投影點(diǎn)的運(yùn)動(dòng)即為橢圓比運(yùn)動(dòng)規(guī)律。當(dāng)橢圓的長(zhǎng)、短半軸之比為1時(shí),即為簡(jiǎn)諧運(yùn)動(dòng)規(guī)律。橢圓的長(zhǎng)、短半軸之比的大小對(duì)綜框運(yùn)動(dòng)加速度變化幅度影響很大,一般此比值取1.2~1.3。若sx、ω和αy取值同前,上述比值為1.2008時(shí),綜框加速度*大值與簡(jiǎn)諧運(yùn)動(dòng)規(guī)律相同,但綜框從靜止到運(yùn)動(dòng)和從運(yùn)動(dòng)到靜止之間過渡時(shí)的加速度值比簡(jiǎn)諧運(yùn)動(dòng)規(guī)律小;比值大于1.2008時(shí),綜框加速度*大值超過簡(jiǎn)諧運(yùn)動(dòng)規(guī)律,而綜框從靜止到運(yùn)動(dòng)和從運(yùn)動(dòng)到靜止之間過渡時(shí)的加速度值變得更小。圖7-7中曲線B分別是橢圓比運(yùn)動(dòng)規(guī)律的位移、速度、加速度的曲線,與簡(jiǎn)諧運(yùn)動(dòng)規(guī)律相比,在綜平前后經(jīng)紗張力小時(shí),橢圓比運(yùn)動(dòng)規(guī)律的綜框運(yùn)動(dòng)速度更快,更有利于開清梭口;在閉口開始后的一個(gè)時(shí)期,綜框運(yùn)動(dòng)更緩慢,更有利于梭子飛出梭口;綜框從靜止到運(yùn)動(dòng)和從運(yùn)動(dòng)到靜止之間過渡時(shí)的加速度值較小,從而綜框產(chǎn)生的振動(dòng)小。
3.多項(xiàng)式運(yùn)動(dòng)規(guī)律
綜框的多項(xiàng)式運(yùn)動(dòng)規(guī)律有多種,其中一種的位移方程為:
S=(SX/2)[35(ωt/αy)4-84(ωt/αy)5+70(ωt/αy)6-20(ωt/αy)7] (7-6)
該運(yùn)動(dòng)規(guī)律可使綜框運(yùn)動(dòng)開始和運(yùn)動(dòng)結(jié)束的瞬時(shí)加速度都為零,從而避免綜框產(chǎn)生振動(dòng),適用于織機(jī)高速運(yùn)轉(zhuǎn)。
第三節(jié) 織機(jī)工藝參數(shù)與織物形成的關(guān)系
一、經(jīng)紗上機(jī)張力與織物形成的關(guān)系
經(jīng)紗上機(jī)張力是指綜平時(shí)的經(jīng)紗靜態(tài)張力。上機(jī)張力大,打緯時(shí)織口處的經(jīng)紗張力亦較大,經(jīng)紗屈曲少,而緯紗屈曲多。交織過程中,經(jīng)緯紗的相互作用加劇,打緯阻力增加。反之,如果上機(jī)張力小,則打緯時(shí)織口處的經(jīng)紗張力亦較小,此時(shí)緯紗屈曲少,而經(jīng)紗屈曲多,交織過程中經(jīng)緯紗的相互作用減弱。生產(chǎn)中,要選擇適宜的上機(jī)張力,若經(jīng)紗張力過大,經(jīng)紗因強(qiáng)力不夠,斷頭將增加;若經(jīng)紗張力過小,打緯使織口移動(dòng)量大,因經(jīng)紗與綜眼摩擦加重,斷頭也會(huì)增加。
上機(jī)張力的大小對(duì)織造過程中打緯區(qū)寬度的影響很大。從上述分析構(gòu)成打緯區(qū)寬度的基本原因可知,打緯區(qū)寬度將隨不同上機(jī)張力所引起的織物剛度和張力的變化而變化,例如在織機(jī)上織制14.5tex×14.5tex紗府綢時(shí),隨著上機(jī)張力K的增加,打緯區(qū)寬度有所減小,如圖9-11所示,呈負(fù)指數(shù)曲線的規(guī)律變化。由圖可見,從減少織造過程中經(jīng)紗斷頭率來考慮,在織制該紗府綢時(shí)宜采用適當(dāng)較大的上機(jī)張力,這與高密織物上機(jī)張力應(yīng)大些以滿足開清梭口和打緊緯紗的要求是一致的。但在織制其它織物時(shí),應(yīng)根據(jù)具體情況確定上機(jī)張力。
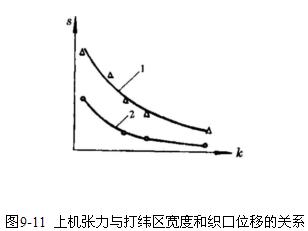
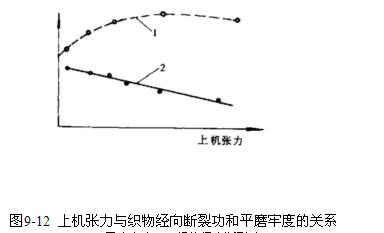
圖9- 上機(jī)張力與打緯區(qū)寬度和織口位移從改善織物的平整度考慮,宜采用較大的上機(jī)張力。例如在織制大多數(shù)棉織物時(shí),如上機(jī)張力較小,織物表面便不夠平整,有粗糙的手感。當(dāng)被加工的織軸上經(jīng)紗張力不勻時(shí),可適當(dāng)加大上機(jī)張力,使織物較為平整,同時(shí)還可以減少紗線與紗線之間的張力差異,從而在一定程度上彌補(bǔ)片紗張力的不勻,使條影減少,織物勻整。又如在織制有光紡時(shí),若用較小的上機(jī)張力,則形成的綢面不夠平整,且產(chǎn)生松緊邊,當(dāng)上機(jī)張力適當(dāng)提高后,綢面質(zhì)量大為改善,平整而有光澤。
但是從織物內(nèi)有力學(xué)性能來看,不宜采用較大的上機(jī)張力,當(dāng)上機(jī)張力增加時(shí),織物的厚度、重量、強(qiáng)力以及經(jīng)緯向密度的變化較小,但經(jīng)向織縮和斷裂伸長(zhǎng)的減小卻較大。研究工作表明,織物的服用牢度與其經(jīng)向斷裂功和經(jīng)緯紗顯露于織物表面的支持面的大小有關(guān)。經(jīng)向斷裂功和支持面大的,往往其服用牢度亦大。采用較小的上機(jī)張力時(shí),織物的經(jīng)向斷裂功較大;同時(shí)在采用適當(dāng)較小的上機(jī)張力后,經(jīng)緯紗的屈曲波高便接近于1,經(jīng)緯紗同時(shí)顯露于織物表面,增加了支持面,克服了上機(jī)張力較大時(shí)緯紗屈曲較多,經(jīng)紗在織物表面顯露較少,因而支持面較小的缺點(diǎn)。圖9-12便是織制29tex×29tex中平布時(shí)織物經(jīng)向斷裂功和平磨牢度隨不同上機(jī)張力的變化。由圖可見,如果采用中等偏小的上機(jī)張力,那末,織物經(jīng)向斷裂功和平磨牢度都是比較大的。
圖9-12 上機(jī)張力與織物經(jīng)向斷裂功和平磨牢度的關(guān)系還必須指出,采用較大的上機(jī)張力后,下機(jī)織物的縮水率也較大,對(duì)直接用于衣著類的市布織物來說,這將給服用者帶來?yè)p失。
究竟采用何種大小的上機(jī)張力,需視具體情況而定。例如,在織造總經(jīng)紗數(shù)多的緊密織物時(shí),為了開清梭口和打緊緯紗,可適當(dāng)加大上機(jī)張力;當(dāng)織造稀薄織物或人造棉織物時(shí),上機(jī)張力要適當(dāng)減小,以利減少經(jīng)紗斷頭率。如織造斜紋織物時(shí),考慮到斜紋線需有一定凹凸程度的特有風(fēng)格,不宜采用過大的上機(jī)張力。而平紋織物,在其它條件相同的情況下,為打緊緯紗,應(yīng)選用較大的上機(jī)張力。
二、后梁高低與織物形成的關(guān)系
在開口一章中已經(jīng)介紹過,后梁高低決定著打緯時(shí)梭口上下經(jīng)紗層之間的張力差異,這種差異對(duì)打緯工藝和織物形成具有很大影響。
織造時(shí),織物中經(jīng)紗的平均密度基本上由鋼筘所確定。由于筘齒厚度的存在,當(dāng)每筘齒間穿入的經(jīng)紗數(shù)在2根及2根以上時(shí),各根經(jīng)紗之間的距離便不盡相同,筘齒間諸經(jīng)紗之間的距離較小,而筘齒兩側(cè)的相鄰經(jīng)紗之間的距離卻較大。當(dāng)織制經(jīng)紗密度不很高的平紋織物時(shí),經(jīng)紗在幅寬方向(也就是橫向)的這種有規(guī)律的不均勻排列情況,在與緯紗交織過程中如不加以改變,那末所得織物將呈現(xiàn)出筘路疵點(diǎn)。當(dāng)然,這種坯布上顯現(xiàn)的筘路疵點(diǎn)往往通過織物后整理可以得到消除。
在織造過程中,利用上下層經(jīng)紗張力不等,也能避免布面上這種筘路的出現(xiàn)。因?yàn)椴坏葟埩λ罂谥邢噜徑?jīng)紗一根比較緊,一根比較松,交織中,由于緊層經(jīng)紗迫使緯紗作較多的屈曲,從而緯紗對(duì)松層經(jīng)紗產(chǎn)生較大的壓力,在壓力作用下,使松層經(jīng)紗獲得較大的橫向移動(dòng),以消除經(jīng)紗不均勻排列的缺點(diǎn),避免筘路疵點(diǎn)的出現(xiàn),達(dá)到布面均勻豐滿的要求。
下層經(jīng)紗張力較大的不等張力梭口配合小于90°的打緯角(鋼筘與織口處布面的夾角),有利于打緊緯紗,減少鋼筘回退時(shí)的緯紗反撥量,形成緊密厚實(shí)的織物。
織制平紋織物,一般采用較高的后梁高度,可以獲得外觀豐滿的織物。但在加工經(jīng)紗特?cái)?shù)較低、經(jīng)紗密度較大的棉布如14.5tex×14.5tex紗府綢時(shí),由于經(jīng)紗密度大,所以后梁高度可略低些,不致因上層經(jīng)紗張力過小而引起開口不清、造成跳花等織疵,也不致因下層經(jīng)紗張力過大而引起大量斷頭。同樣原因,在織制化纖混紡織物時(shí),由于化纖紗容易起毛造成開口不清,所以后梁高度可比純棉的低些。
實(shí)際上,在織制斜紋織物時(shí),常采用低后梁工藝,使上下層經(jīng)紗張力接近相等,這主要是根據(jù)織物特有的外觀質(zhì)量來決定的。這種特有的外觀質(zhì)量,表現(xiàn)在織物表面的斜紋線條具有深而勻直的清晰效應(yīng)上。在織機(jī)上,為了獲得這種清晰效應(yīng),除應(yīng)避免過大的上機(jī)張力,以保證紋路深度,達(dá)到凹凸分明外,尚需采用上下層經(jīng)紗張力接近相等的辦法,來獲得勻直的條紋。這對(duì)雙面斜紋來說尤其重要。但是在織制單面斜紋時(shí),為使正面斜紋線條具有較大的深度,可使后梁比織制雙面斜紋時(shí)少許高些。同時(shí),在織制緊密度較高的雙面斜紋時(shí),為有利于打緊緯紗起見,亦常使后梁高些。
在織制緞紋和花紋織物時(shí),一般將后梁配置在上下層經(jīng)紗張力接近相等的位置上,使經(jīng)紗斷頭率減小,花紋勻整,下回綜機(jī)構(gòu)的工作也較容易。但在織制較緊密的緞紋織物時(shí),后梁亦略為提高。
三、開口時(shí)間與織物形成的關(guān)系
開口時(shí)間(綜平時(shí)間)的早遲,決定著打緯時(shí)梭口高度的大小,而梭口高度的大小,又決定著打緯瞬間織口處經(jīng)紗張力的大小。開口時(shí)間早,打緯時(shí)織口處經(jīng)紗張力大,反之則小。在采用高后梁工作的情況下,打緯時(shí)梭口高度的大小,還決定著打緯時(shí)上下層經(jīng)紗張力的差異。因此,在一定范圍內(nèi)提早開口時(shí)間,打緯時(shí)織口處上下層經(jīng)紗張力差會(huì)較大;反之則小。
所以,開口時(shí)間與織物形成的關(guān)系,基本上與前面上機(jī)張力和后梁高低與織物形成的關(guān)系一樣。
但是應(yīng)該指出,開口時(shí)間對(duì)織造工藝能否順利進(jìn)行,有著獨(dú)特的影響。由于打緯時(shí)梭口高度不同,織口處上下層經(jīng)紗的傾斜程度也不同,因此,雖鋼筘?cái)[動(dòng)的動(dòng)程不變,但經(jīng)紗層受到的摩擦長(zhǎng)度卻不一樣。開口時(shí)間越早,摩擦長(zhǎng)度越大,加上張力也越大,便容易使紗線結(jié)構(gòu)遭到破壞而產(chǎn)生斷頭,所以隨著開口時(shí)間的或早或遲,經(jīng)紗將有不同的斷頭率變化。同時(shí),由于梭口開啟程度的不同,如前面圖9-8所示,打緯時(shí)兩層經(jīng)紗的交叉角也不同,因而經(jīng)紗對(duì)緯紗的包圍角有所變化,其結(jié)果,打緯阻力和鋼筘回退時(shí)的緯紗反撥量也將隨之發(fā)生變化。開口時(shí)間早,打緯阻力大,緯紗反撥量小,易織成緊密厚實(shí)的積物。反之,則相反。此外,開口時(shí)間的早遲,還影響到梭口中的緯紗被經(jīng)紗夾住的早遲,以及梭子進(jìn)出梭口時(shí)經(jīng)紗對(duì)梭子的擠壓程度,前者關(guān)系到是否出現(xiàn)緯縮,而后者關(guān)系到是否出現(xiàn)錯(cuò)紋和軋梭。因此,在確定開口時(shí)間時(shí),應(yīng)兼顧與引緯時(shí)間的配合。
在實(shí)際生產(chǎn)中,當(dāng)織制平紋織物時(shí),根據(jù)不同品種的要求,選用不同的開口時(shí)間,一般采用較早的開口時(shí)間。在織制斜紋和緞紋織物時(shí),遇到經(jīng)紗密度大的,則必須采用遲的開口時(shí)間,以減少經(jīng)紗的張力和摩擦長(zhǎng)度,防止過多的經(jīng)紗斷頭。另外從紋路清晰和花紋勻整考慮,通常在織制斜紋和緞紋織物時(shí),宜采用遲開口。
在織制緯密較大的織物時(shí),為防止鋼筘對(duì)經(jīng)紗摩擦過分而引起斷頭,在不影響堅(jiān)實(shí)打緯條件下,應(yīng)采用較遲的開口時(shí)間。
第四節(jié) 織物橫檔疵點(diǎn)
織物的橫檔疵點(diǎn)是指織物表面因織機(jī)性能不佳、操作不當(dāng)?shù)仍蛞鸬木暭喤帕胁粍虻拇命c(diǎn),在高密和低密織物上反映較多。隨著織機(jī)技術(shù)和機(jī)電一體化程度的不斷提高,織物橫檔疵點(diǎn)已有大幅度降低。橫檔疵點(diǎn)是一種嚴(yán)重的織物疵點(diǎn),對(duì)織物的實(shí)物質(zhì)量影響極大。
一、織機(jī)打緯與織物形成的關(guān)系
打緯過程中,緯紗在鋼筘作用下克服經(jīng)緯紗之間的摩擦阻力F1,沿經(jīng)紗向機(jī)前移動(dòng)。當(dāng)打緯到前止點(diǎn)附近時(shí),經(jīng)紗張力與織物張力之差ΔF相對(duì)于摩擦阻力F1的大小,決定了緯紗向機(jī)前移動(dòng)的本質(zhì)是相對(duì)經(jīng)紗滑移、還是與經(jīng)紗共同移動(dòng)。前者發(fā)生在ΔF>F1,它使織物的緯密增長(zhǎng),后者發(fā)生在ΔF<f1,對(duì)織物緯密的增加不產(chǎn)生貢獻(xiàn)。< p="">
織機(jī)正常回轉(zhuǎn)時(shí),織物形成過程中緯紗相對(duì)經(jīng)紗滑移量和兩者共同移動(dòng)量是成一定比例的,形成基本恒定的織物緯密。一旦織機(jī)運(yùn)轉(zhuǎn)狀態(tài)發(fā)生變化,相對(duì)滑移與共同移動(dòng)的比例可能發(fā)生變化,相應(yīng)地引起織物緯密改變。
每次打緯運(yùn)動(dòng)開始時(shí),織口位置的前后對(duì)織物形成也有較大影響。織機(jī)正常運(yùn)轉(zhuǎn)時(shí),織口位于一定的位置上,能織成緯密合格的織物。一旦因某種原因織口位置向機(jī)后偏移,鋼筘對(duì)織口的打擊程度會(huì)加強(qiáng),緯紗相對(duì)經(jīng)紗的滑移量增長(zhǎng),由此形成的織物緯密將增加;反之則緯密減小。
因此,經(jīng)紗張力和織口位置相對(duì)織機(jī)正常運(yùn)轉(zhuǎn)時(shí)的情況發(fā)生變化,就有可能引起織物的緯密改變(相對(duì)于其他織物區(qū)域緯紗排列發(fā)生不勻)。當(dāng)改變到某一程度時(shí),可能被檢測(cè)儀器或肉眼檢出,確定為織物橫檔疵點(diǎn)。
織物橫檔疵點(diǎn)的種類和成因很多,主要有下述幾種。圍繞著減少和預(yù)防織物橫檔疵點(diǎn),現(xiàn)代無梭織機(jī)技術(shù)作出了一系列改進(jìn)。
二、織機(jī)開關(guān)車引起的橫檔疵點(diǎn)
織機(jī)開關(guān)車時(shí),織機(jī)的轉(zhuǎn)速明顯低于正常轉(zhuǎn)速,由此引起了
1.經(jīng)紗開口過程的變形速率乃至經(jīng)紗剛度下降,雖然轉(zhuǎn)速降低時(shí)經(jīng)紗開口的變形量未發(fā)生變化,但經(jīng)紗剛度下降,于是鋼筘打緯到前止點(diǎn)附近的經(jīng)紗張力降低,進(jìn)而ΔF減小,緯紗與經(jīng)紗共同移動(dòng)量增加、相對(duì)滑移減少,織物緯密下降,可能引起橫檔疵點(diǎn),即開關(guān)車橫檔疵點(diǎn)。
2.在慣性打緯的織機(jī)(如有梭織機(jī))上,筘座打緯運(yùn)動(dòng)慣性力正比于織機(jī)轉(zhuǎn)速的平方。織機(jī)正常運(yùn)轉(zhuǎn)時(shí),打緯力主要由筘座慣性打緯力提供;織機(jī)轉(zhuǎn)速的下降導(dǎo)致慣性打緯力下降,打緯力主要從電動(dòng)機(jī)通過主軸曲柄、牽手獲得。由于牽手和牽手栓之間存在間隙,兩種不同的轉(zhuǎn)速使得間隙e位置及筘座達(dá)到*前方的位置分別如圖12-1(a)(b)示。顯然,兩種情況下鋼筘達(dá)到*前方的位置產(chǎn)生一定距離差。當(dāng)間隙較大,這距離差比較明顯時(shí),形成了織物中緯紗排列的不勻,即開關(guān)車橫檔疵點(diǎn)。
3.大量研究指出,打緯過程中經(jīng)緯紗線之間的摩擦因數(shù)和兩者之間的滑移速度有關(guān)。因纖維和紗線結(jié)構(gòu)不同,兩者之間成正相關(guān)或負(fù)相關(guān)。打緯時(shí)經(jīng)緯紗線的摩擦因數(shù)變化導(dǎo)致緯紗相對(duì)經(jīng)紗滑移量和共同移動(dòng)量的增減,引起織物緯密變化。因此,織機(jī)開關(guān)車可能通過織機(jī)轉(zhuǎn)速下降造成紗線摩擦因素的改變,*后導(dǎo)致織物緯密改變,嚴(yán)重時(shí)產(chǎn)生織物橫檔疵點(diǎn)。
無梭織機(jī)在開車時(shí)讓織軸倒卷一定量的經(jīng)紗,這倒卷產(chǎn)生的經(jīng)紗張力增量正是補(bǔ)償了前述的ΔF減小的數(shù)量,使ΔF補(bǔ)償?shù)揭欢ǖ恼?shù)值,避免織物開車橫檔疵點(diǎn)的形成。部分無梭織機(jī)裝有反沖后梁,織機(jī)開車時(shí)后梁反沖,以提高經(jīng)紗張力,起到補(bǔ)償ΔF的作用。
克服開關(guān)車橫檔疵點(diǎn)比較積極的方法是使用超啟動(dòng)力矩電動(dòng)機(jī),該電動(dòng)機(jī)的啟動(dòng)轉(zhuǎn)矩為額定轉(zhuǎn)矩的12倍,讓織機(jī)起動(dòng)后**轉(zhuǎn)內(nèi)轉(zhuǎn)速即達(dá)到正常轉(zhuǎn)速的80%~90%,從根本上避免打緯時(shí)經(jīng)紗剛度乃至經(jīng)紗張力的下降。
在慣性打緯的織機(jī)上,減少機(jī)構(gòu)的間隙(有梭織機(jī)牽手和牽手栓之間的間隙e)或采用非慣性打緯,對(duì)減少開關(guān)車橫檔疵點(diǎn)有一定作用。
三、織機(jī)送經(jīng)不良引起的橫檔疵點(diǎn)
織機(jī)送經(jīng)不良的后果是逐次打緯時(shí)經(jīng)紗的張力不勻。打緯時(shí)經(jīng)紗張力過大,打緯時(shí)緯紗相對(duì)經(jīng)紗滑移量多,而共同移動(dòng)量少,織物緯密高。反之,則共同移動(dòng)量多而相對(duì)滑移量少,織物緯密低。隨著織機(jī)送經(jīng)技術(shù)進(jìn)步的歷程,送經(jīng)機(jī)構(gòu)由簡(jiǎn)單的機(jī)械式送經(jīng)發(fā)展為機(jī)械式無級(jí)調(diào)節(jié)送經(jīng)、接近開關(guān)式電子送經(jīng)直至**的傳感器式電子送經(jīng)。由送經(jīng)不良引起的織物橫檔疵點(diǎn)已經(jīng)大大減少。
傳感器式電子送經(jīng)機(jī)構(gòu)能滿足經(jīng)紗張力細(xì)微調(diào)節(jié)的要求,由于革除了繁復(fù)的機(jī)械調(diào)節(jié)機(jī)構(gòu),使整個(gè)調(diào)節(jié)環(huán)節(jié)的慣性減小,同時(shí)采取經(jīng)紗張力傳感器,使經(jīng)紗張力的微小變化得到快速檢測(cè)和及時(shí)反饋調(diào)節(jié),讓經(jīng)紗張力的波動(dòng)得到迅速抑制,保證歷次打緯的經(jīng)紗張力恒定,防止送經(jīng)不良引起的橫檔疵點(diǎn)。
四、織機(jī)卷取不良引起的橫檔疵點(diǎn)
織機(jī)卷取機(jī)構(gòu)對(duì)織物的握持力影響到能否穩(wěn)定地控制織口位置。特別是織機(jī)關(guān)車后,由于卷取機(jī)構(gòu)對(duì)織物握持不力,織口會(huì)緩慢地向機(jī)后方向移動(dòng),造成下一次開車時(shí)的織物密路疵點(diǎn),經(jīng)紗高張力織造時(shí)尤甚。
為此,織機(jī)的卷取機(jī)構(gòu)作出了相應(yīng)的改進(jìn),如增加糙面卷取輥的直徑,選用優(yōu)良的包覆材料,提高加壓輥的加壓力,改變加壓方式等。全幅邊撐對(duì)織物的握持能力極強(qiáng),在織制非涂層型高密安全氣囊織物時(shí)得到使用。
五、經(jīng)紗和織物蠕變引起的橫檔疵點(diǎn)
織機(jī)較長(zhǎng)時(shí)間停車,經(jīng)紗和織物仍處在一定張力的拉伸條件下,他們會(huì)發(fā)生蠕變。蠕變的結(jié)果使織口位置相對(duì)于正常的位置發(fā)生前移或后移。盡管織機(jī)操作法規(guī)定操作工在織機(jī)較長(zhǎng)時(shí)間停車時(shí)要放松經(jīng)紗,但經(jīng)紗張力仍然是存在的,蠕變不可避免。當(dāng)織機(jī)開車時(shí),如果織口位置和經(jīng)紗張力未被精確調(diào)整,則織物上會(huì)產(chǎn)生緯密不勻的橫檔疵點(diǎn)。
紗線和織物的蠕變特性不同,但共同點(diǎn)是隨著時(shí)間的推延,他們的變形量成負(fù)指數(shù)函數(shù)增加,其增長(zhǎng)速率迅速減小。新型無梭織機(jī)在開車調(diào)整織口位置和經(jīng)紗張力時(shí),也考慮了這一因素,調(diào)整量因停車時(shí)間而異。
紗線蠕變引起的橫檔疵點(diǎn)發(fā)生在織機(jī)開關(guān)車的過程中,因此也可以歸入織機(jī)開關(guān)車橫檔疵點(diǎn)。
以上文章來源于中國(guó)紡機(jī)網(wǎng)
 豫公網(wǎng)安備 41078202000453號(hào)
豫公網(wǎng)安備 41078202000453號(hào)